中江机电科技江苏有限公司
苏迈特智能科技江苏有限公司
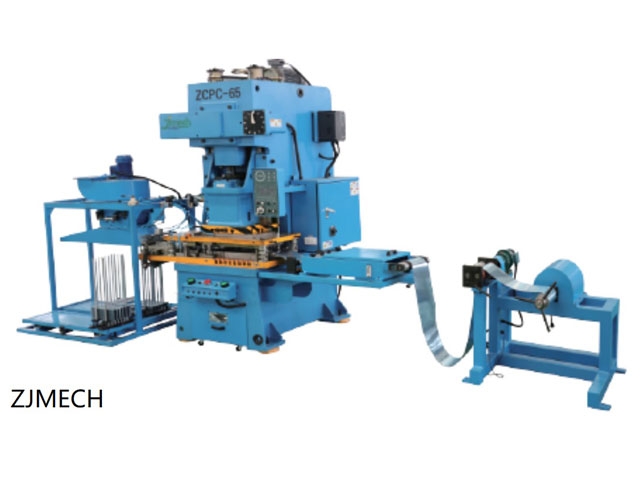
公司主营产品:开式、闭式高速翅片冲压生产线,盘管校直切割机等
服务咨询热线
151-5131-3887
183-2132-3903
中江机电科技江苏有限公司
苏迈特智能科技江苏有限公司
公司主营产品:开式、闭式高速翅片冲压生产线,盘管校直切割机等
服务咨询热线
151-5131-3887
183-2132-3903

电 话:0513-88320190
手 机:15151313887
邮 箱:sale@zjmech-china.com
地 址:江苏省南通市海安国家级开发区
网 址:www.zjmec.com
液压胀接时:可根据不同材质的管子,用通过胀管工艺试验得到的胀管压力,进行胀接。胀接时液袋应涂润滑液,胀前要提前清理管子内部的污物。主要注意以下几点:
1.胀接时应在管端内涂少许润滑脂,再插入胀管器,胀接过程中,严格防止油、废水和灰尘渗入胀接表面。
2. 胀接在各个管子穿妥后,先胀胀接区的四角,每角有4~6根管子定位,四角的胀接次序应采取交叉方式,再选择若干个均匀定位区域进行胀接,每个区域亦有4~6根管子定位,然后按上、下、左右、不重复、不遗漏的顺序进行胀接。
3.胀接时每胀完15~20管头后,应对胀接器进行清洗。检查有无损伤,无损伤则涂润滑脂继续使用,反之则应更换。
4.U形管在管板内的胀接长度按图样要求。胀接部分与非胀接部分应圆滑过渡,不得有明显的棱角。
5.贴胀:管外壁与管孔之间的间隙消失,整圈密切贴合以后,胀杆再稍微胀入1~2圈(直径胀大0.2~0.3毫米),先焊后胀的管子,管端不准贴胀。
6.检验与返修对胀后的管子,按工艺要求用内径百分表进行自检和专检,并由专职检查员做好相关记录。对欠胀的管子要重新进行补胀,直到合格为止。
7.胀后进行应逐根检查,不能出现过胀、开裂、切口等情况。
8.胀后进行水压试验(气密试验),不得有渗漏。
9.如有渗漏应进行补胀。同一漏水胀口补胀次数不超过2次或根据实际情况进行重胀。重新进行水压试验,直到全部合格为止。