中江机电科技江苏有限公司
苏迈特智能科技江苏有限公司
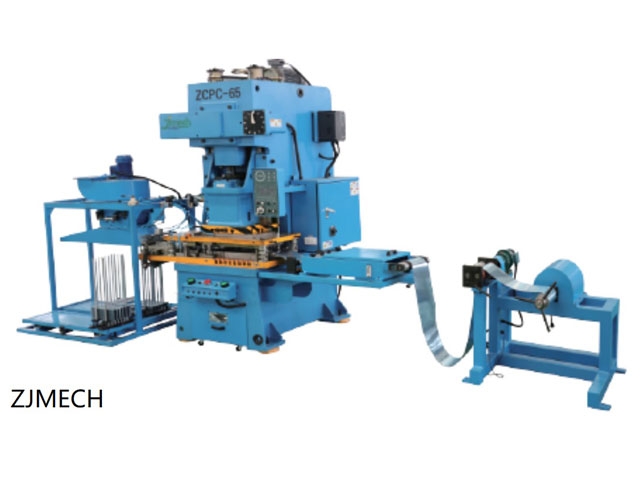
公司主营产品:开式、闭式高速翅片冲压生产线,盘管校直切割机等
服务咨询热线
151-5131-3887
183-2132-3903
中江机电科技江苏有限公司
苏迈特智能科技江苏有限公司
公司主营产品:开式、闭式高速翅片冲压生产线,盘管校直切割机等
服务咨询热线
151-5131-3887
183-2132-3903

电 话:0513-88320190
手 机:15151313887
邮 箱:sale@zjmech-china.com
地 址:江苏省南通市海安国家级开发区
网 址:www.zjmec.com
现就胀管机在胀管运用中作简易详细介绍:
1.胀管加工工艺在发电厂、锅炉厂中拥有 较光饭的运用,一般用在二种物质互相交换发热量的场所中。
2.胀管加工工艺运用于发电厂、锅炉厂中的凝汽器、冷油器、电加热器等机器设备上。它是将空调铜管或别的管件胀接在筒体上,变成一个能分离出来热冷介质的元器件来开展热交换器。
3.因为胀管是靠胀管机的胀头的扩胀相互作用力使水管造成塑性形变而胀接在筒体上的工作中全过程。
其优势取决于加工工艺实际操作简易、工程造价低,,又因为胀接抗压强度小,有利于维修,因此直到如今依然选用。
现就胀管机在胀管运用中作简易详细介绍:
1.胀管加工工艺在发电厂、锅炉厂中拥有 较光饭的运用,一般用在二种物质互相交换发热量的场所中。
2.胀管加工工艺运用于发电厂、锅炉厂中的凝汽器、冷油器、电加热器等机器设备上。它是将空调铜管或别的管件胀接在筒体上,变成一个能分离出来热冷介质的元器件来开展热交换器。
3.因为胀管是靠胀管机的胀头的扩胀相互作用力使水管造成塑性形变而胀接在筒体上的工作中全过程。
其优势取决于加工工艺实际操作简易、工程造价低,又因为胀接抗压强度小,有利于维修,因此直到如今依然选用。
1、先胀后焊
水管与筒体胀接后,在管子端尾需留有15毫米长的未胀管腔,以防止胀策应力与电焊焊接地应力的迭加,降低电焊焊接地应力对胀接的危害,15mm的未胀管段与筒体孔中间存有一个空隙(见图1)。在电焊焊接时,因为高溫熔融金属材料的危害,空隙内汽体被加温而大幅度澎涨。据海外材料详细介绍,空隙腔内工作压力在电焊焊接收边时可做到200~300MPa的高压情况。空隙腔的超高压汽体在泄露时对抗压强度胀的密封性特性导致致命性的损害,且焊接收边处亦将留有人眼无法察觉的真孔。现阶段一般 选用的机械设备胀接,因为对电焊焊接裂痕、出气孔等敏感度较强的润滑脂渗入进入了这种空隙,电焊焊接时造成缺陷的状况就更为比较严重。这种渗入进到空隙的油渍难以清晰整洁,因此选用先胀后焊加工工艺,不适合选用机械设备胀的方法。因为贴胀不是抗压的,但能够清除水管与筒体管口的空隙,因此能合理的减振管教震动到支管的电焊焊接位置。可是选用基本手工制作或机械设备操纵的机械设备胀接没法做到匀称的贴胀规定,而选用由电脑控制胀接工作压力的液袋式胀管机胀接时可便捷、匀称地完成贴胀规定。选用液袋式胀管机胀接时,以便使胀接結果做到理想化实际效果,胀接前水管与筒体孔的规格相互配合在设计方案生产制造上务必合乎比较严苛的规定。